
© Juki
Electronics Production |
THT components can be assembled on a competitive basis in Switzerland
Automation instead of outsourcing is the key. Then, thanks to the automation, it’s still possible to have electronics production in a high-wage country like Switzerland.
In this kind of production, a large number of THT components are still placed manually and that’s why, in many cases, the assembly is outsourced to low-wage countries. But Grossenbacher Systeme AG in St Gallen breaks new ground and counts on THT automation technology from JUKI Europe.
Grossenbacher Systeme AG was facing a dilemma: A major customer in white goods industry contracted an order out for a control unit. This product was manly composed of LED’s and switches in THT technology. The logical process would have been to produce one part of this assembly group on THT machines in Switzerland, then to transfer it to the plant of a consolidated company in the Czech Republic for the manual placement. After this, the module would have to come back to Switzerland for quality control before finally being sent to the customer.
But Mr. Roth, Managing Director of Grossenbacher Systeme AG, wanted to assemble this product completely in Switzerland whilst also making cost-savings. That is to say, the whole cost line for the production in an upscale country like Switzerland should not be more expensive than the stations Switzerland – Czech Republic – Switzerland.
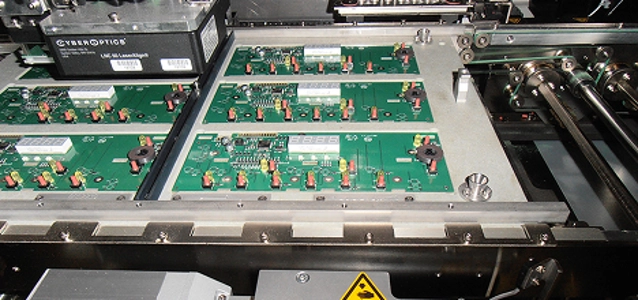
Also, the low error rate and the high placement quality argued for automation. Given those criteria, only JUKI Automation Systems Europe, as a long-term partner in placement business, was in the running. The task was to assemble a frame that was used as a multiple cut of six boards, with switches and LED’s in THT mounting form. Out of the JUKI THT JM series, the JM10 was chosen as a basic machine.
The LED’s are delivered on radial belts and fed over a radial feeder on the JM10. The leads are cut to the desired length by the JM10 before placement.
The switches, delivered as bulk components, are loosely fed over a vibrating feeder and conveyed to the JM10 in quad units. The difficulty of the switcher separation was to sort out the components where the leads were outside the specification. On one side, the vibrating feeder took care of it, but on the other side, an additional laser system was applied to the JM10. This way, an exact and accurate placement of the bulk switches was implemented. The placement time per component was an average of 1.2 seconds with 100% quality. The process implementation as well as the quality and performance optimisation was a challenge for both parties. A whole lot more aspects have to be considered in this technology range than in a SMT line. A strong application provider on the European site was a must. The goal was to assemble the product within the same cost frame as it would have been when outsourced. Not only was this reached but it was done with a higher and more constant quality.© Grossenbacher AG
